|
|
专为拉挤问题而生,谁有问题想着找我好了! |
| ||
| ||
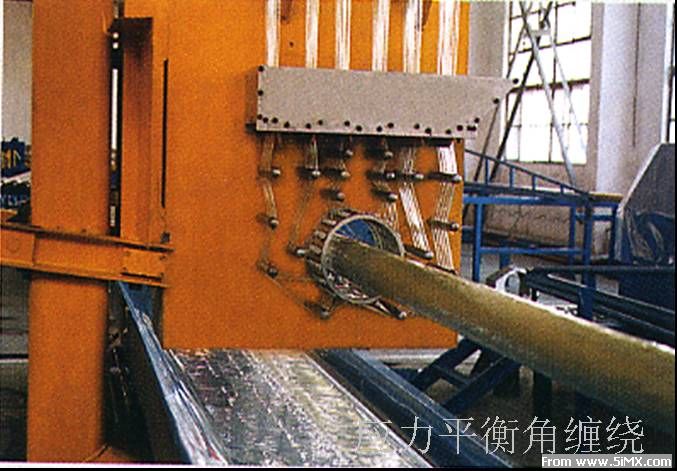
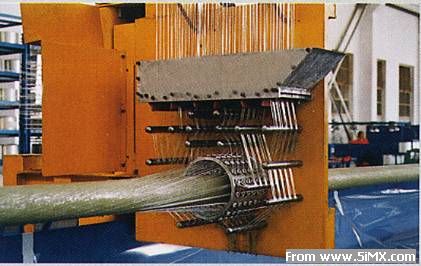
pultrusion有人说是coutinous resin transfer molding(连续RTM),我们看看图就知道,
| ||
| ||
| ||
锚具(专题)
| ||
 |玻璃钢复合材料商城|联系我们|Archiver|手机版|小黑屋|
FRP玻璃钢复合材料论坛
蜀ICP备10204395号-1
|玻璃钢复合材料商城|联系我们|Archiver|手机版|小黑屋|
FRP玻璃钢复合材料论坛
蜀ICP备10204395号-1
GMT+8, 2024-5-10 11:02 , Processed in 1.119746 second(s), 17 queries .
© 2015-2016





 发表于 2004-12-21 08:19:48
发表于 2004-12-21 08:19:48
 >呵呵!我已把图片都收藏了,即使将来没有机会搞它,也好留作纪念!</P><
>呵呵!我已把图片都收藏了,即使将来没有机会搞它,也好留作纪念!</P>< 发表于 2004-12-21 10:27:59
发表于 2004-12-21 10:27:59
 楼主
楼主