本帖最后由 广东博皓公司 于 2019-5-17 09:10 编辑
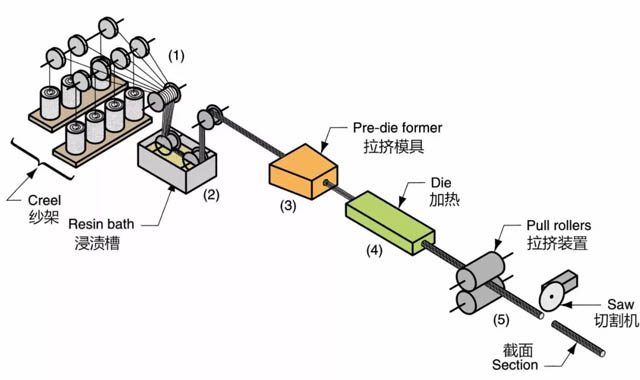
玻璃钢拉挤成型工艺流程图
玻璃钢拉挤成型工艺的流程可以简要分三个步骤:浸润、成型、固化/冷却,是一个自动化过程。在此过程中,如果操作不当或原材料选择不当,拉挤玻璃钢产品会产生缺陷,本文罗列了一些拉挤玻璃钢产品缺陷的原因及解决方案,仅供参考:
1.表面液滴 原因:制品固化不完全,纤维含量少,收缩大,制品表面与模壁产生较大空隙,未固化树脂发生迁移。
措施:提高温度或降低拉速,使其充分固化,这对厚壁制品来说尤其重要,增加纱含量或添加低收缩剂,填料。
2.表面起皮、破碎 原因:表面富树脂层过厚,在脱离点产生爬行蠕动,凝胶时间与固化时间的差值过大,脱离点太超前于固化点。
措施:增加纱含量以增大模内压力,调整引发系统,调整温度。
3.白粉 原因:脱模效果差,模具内壁粘模,碎片堆积划伤制品表面,模具内壁表面粗糙度值太高(制造原因或使用时划伤、锈蚀。
措施:选用好的脱模剂,清理,修复或更换合格模具,停机片刻在重新启动,拉出粘模出的碎片,达到清理的目的。
4.分型线明显,分型线处磨损 原因:模具制造尺寸精确度不够,在合模时各模块定位偏差大,分型线有粘模情况造成白线。
措施:修复模具,拆开模具重新组装,停机片刻再重新启动。
5.表面纤维外露,纤维起毛 原因:此缺陷一般在只用纤维纱增强的制品如棒材上出现,可能的原因是纤维含量太高或模腔内壁粘有树脂碎屑。
措施:降低纤维含量,暂停机后在重新开机。
6、…………
【博皓原创文章推荐】
------------ 公司简介: 广东博皓复合材料有限公司是一家复合材料行业整体解决方案服务商,我们致力于为客户提供更为完善的复合材料产品解决方案,更为顶尖的复合材料工艺及技术服务,更为先进的复合材料模具设计与制造。 我们与全球最大的玻璃纤维专业制造商——中国巨石股份有限公司、世界顶级不饱和树脂生产商——AOC Aliancys树脂集团、流体处理设备和系统全球领先生产商美国固瑞克(GRACO)、美国百年蜜蜡生产企业STONER公司等全球领先原材料厂商建立长期战略合作伙伴关系。我们为客户提供更优质产品的同时,也为客户提升品牌价值,赢得更多利益提供了一个坚强而有力的保障!
联系方式 产品/技术咨询:18026298689(赖先生) 客服电话:020-39966201 传真:020-39966209
------------------
【博皓推荐玻璃钢增强材料系列】
【玻璃钢基体材料:树脂、胶衣】
【玻璃钢脱模剂、抛光剂系列】
查看原文:拉挤玻璃钢产品缺陷问题产生的原因及解决方案http://www.frpgd.com/index.php/News_detail_parent_1_category_57_item_1853.html | 
 |玻璃钢复合材料商城|联系我们|Archiver|手机版|小黑屋|
FRP玻璃钢复合材料论坛
蜀ICP备10204395号-1
|玻璃钢复合材料商城|联系我们|Archiver|手机版|小黑屋|
FRP玻璃钢复合材料论坛
蜀ICP备10204395号-1





 发表于 2019-5-17 09:06:57
发表于 2019-5-17 09:06:57